1:How many axis can be syncmoveabsolute?
2:edit the pid paremeter,for example the propotional gain. it’s Effective immediately or else?
- All of the position control axes.
- Yes.
thank you for your reply
Several other questions
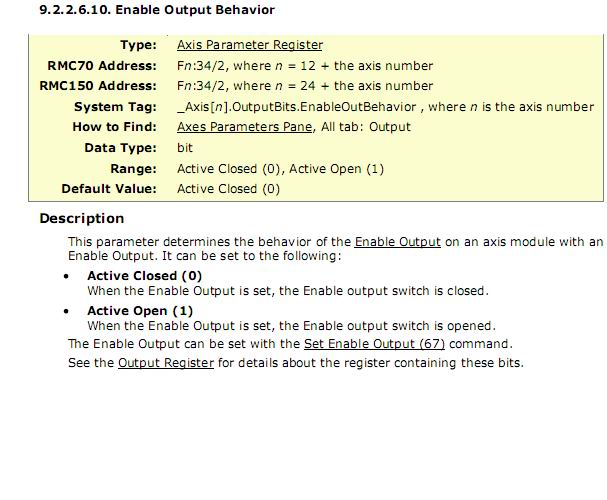
why i can’t find the Enable Output Behavior and Fault Input Polarity in Axes Parameters Pane, All tab: Output
If the limit of output is different in different direction. how should i do?
for example Positive :5.0 negative : -6.0.
in the rmctool there is only one data can be set.
How to choose the right value of Requested Jerk ?
Default Value: 100000 ,Why such a big?
in the manual reference "Tip: For a 2.5 in bore hydraulic cylinder with a max velocity of 30 in/sec, the Proportional Gain is typically on the order of 20 to 300. Start with a small value. "
For a 5.0 in bore hydraulic cylinder with a max velocity of 30 in/sec , how much the Proportional Gain?
According to 2.5 in bore hydraulic cylinder,can Typical gain be calculated for other hydraulic cylinder?
What about related to Proportional Gain? velocity? stroke? bore? or other?
How to Calculate natural frequency of the system?
I want to use output filter,but i don’t know the natural frequency of the system。
the machine have 3 movements including travel,rotating,lifting。
natural frequency of the system belong to system or Single movements
Control output exceeds the limit value,
for example prop term 60% ,diff term 70%,int term 20%,vel ff term 30% ,How to calculate in internal ?
The limiting is fairly complicated. I am not sure, but I think the Integral term may be kept at its maximum, and the other terms are limited. If you add the gain and feed forward terms to the plot, you can try it and see in the plots what it does.
thank you for your reply。
can you answer the other question?
It is easier for us to answer questions if you only make one post with the questions. Unrelated items are best put in a new topic. Some of these questions may fit better in the Motion System Design section of the forum.
To use the Output Filter, you do not need to know the system natural frequency. Just start with a large value, such as 100, and decrease it until it begins to smooth the Control Output so you can increase the Differential Gain.
It is very difficult to predict what gain values should be. The tuning procedure is very much a trail-and-error process. When customers ask what the values should be, we say we have no idea. However, we sometimes have an idea of a safe starting value, but sometimes even we are wrong.
The Enable Output Behavior and Fault Input Polarity only apply to axes that have an Enable Output and a Fault Input, which are for the RMC75 MA, AA, and QA modules, and the RMC150 Q module.
At this time, we only have single value for limiting the output.
The Jerk value is actually not used, other than that zero means it is off and trapezoidal velocity profiles will be used. Non-zero means that the jerk will be automatically calculated.
Did I answer all the questions?