We are controlling bunks on a Headrig Carriage with and RMC 150 with a Allen Bradley Studio 5000 V36. Problem we are having is very intermittent, sometimes it will not happen for 3-4 days and sometimes it will happen few times a day. What happens is we issue a command for the knees and the target will continue past the command. The knees will follow the target and get beyond its limits. For example the last one we had.
Command 19.4"
Target 4"
Actual 5" (blocking valve comes on)
I am brand new to the RMC so not sure on where to go from here. Hoping I could get some insight
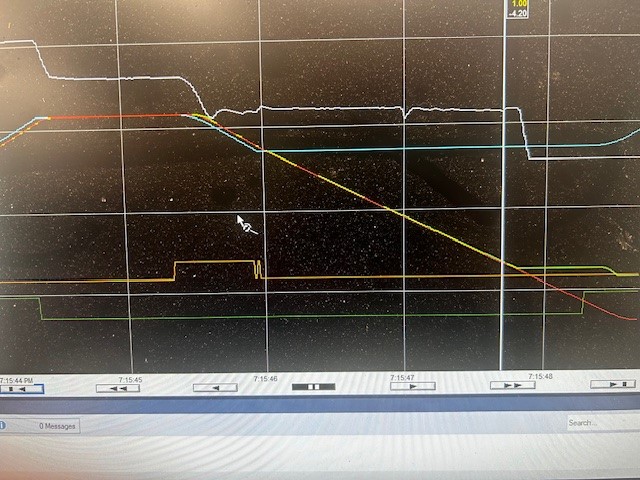
Thanks for the quick response! I don’t think this is the problem because it is always in closed loop. I will add velocity to my trend though. I have attached a trend from Studio 5000 to maybe give a better visual of the problem.
Blue is Command
Red is Target
Green is Actual
They are all at 24" and then we get command to move to 19.4". The target continues to decrease and the actual follows. The Voltage out from the RMC is white and it is sending approx -5V.
I
We have a trend running and are hoping to and as soon as we get one I will post it! The problem is how intermittent it is. We are in a sawmill running two shifts and although our guys are very familiar with Rockwell Software we do not have any knowledge with the RMC (learning slowly). So hopefully we get one while I am here.
I just can not wrap my head around why the target does not follow the command. What I know is that it is an absolute move and we are in closed loop. When it does occur it’s when the operator jogs the knees forward and releases the push button. The command stays where it is but the target continues to 0 and the knee follows it.
The problem has been solved! Problem was caused by the Acceleration and Deceleration being too low in the Move Absolute command.
Thanks to Jacob and Paul for the help!