RMC150 controlling 6 axis. Speed, acceleration and deceleration times are set as a fixed values at the startup of the machine. Now I was requested to limit the speeds in one specific case. Like when this condition is true, maximum allowed speed is 10mm/s. As user programs are bit of a mess this time I would like to keep my fingers off them.
The speed in a command is always the speed the axis moves at. The only exception is in a Sync Move Absolute or Sync Move Relative. In those cases, all the axes in the sync group start and stop motion at the same time, with the speeds ratioed such that no axis moves faster than it’s command speed, and some axes may be slowed down. If you are using Sync moves, you could add a virtual axis to the sync group and change it’s speed to change the speed of the entire group.
The only other option to change the speed would be to change the scale, which also changes position and your tuning. So, not really an option at all.
An idea that involves changing your User programs would be to add a multiplier in all your speed and acceleration fields. Then you could easily limit the speed to a percentage of the commanded.
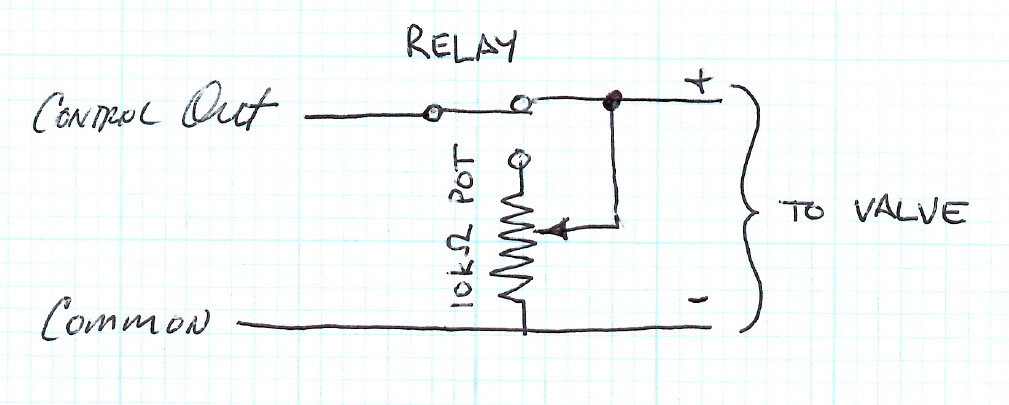
It would not be very exact but if you really wanted to stay out of the programs you could add a relay and potentiometer to each control output circuit. when the relay changes state the output voltage would be limited by the potentiometer
If the relay changes states during a move, there will be an abrupt change to the valve command signal. The machine has to be tolerant of this jerking (if you need to change speed during a move)
This won’t limit to an exact, repeatable speed. Maybe this is ok. If you have to limit to a specific speed or even a super repeatable speed then this method isn’t for you.
You will have to set the Auto stop configuration for Following Error and Output Saturated to Status Only or you will get errors and halts when you are at reduced output (and go back from reduced output back to regular output).
This solution required extra hardware and changing the limit means moving to dial on the potentiometer.
I don’t think this is really the way to go but thought I’d share it anyway. I would not hesitate to clean up the RMC programs if they are currently a mess. The programming system it very straightforward and robust. If you have a halfway decent understanding of the system you should be able to clean up the programs with some help here or by calling Delta technical support. They are First Rate when it comes to supporting their products and software.
This multiplier idea was a good one, I just need to dig into these user programs.
Sometimes programmer laziness is a way to discover shortcuts or new features.